
HOME > 乾燥関連語句説明
乾燥関連語句説明Commercial Dryer Glossary
工業用乾燥機の専門メーカー
川地鉄工にお任せください
1.ロータリーキルンとは
円筒状の炉を回転させ、処理物(以下「ワーク」)を投入します。そこに熱源を供給し、高温(1000℃以上)の場合は「焼成」、低温(800℃以下)の場合は「乾燥」などに使用します。ワークは砂、セメント、汚泥、食品(残渣)、薬品などの紛体物に適しています。 円筒状の炉を「レトルト」とも呼びます。

一般的なロータリーキルン外観
2.ロータリーキルンとロータリードライヤの違い
基本構造は同じですが焼成目的のキルンは炉内に耐火物を張るなど、より高温に耐えることのできる構造になっています。
川地鉄工では便宜上、焼成を目的としたキルンを「ロータリーキルン」、乾燥を目的としたキルンを「ロータリードライヤ」と呼称しております。
一般的には焼成も乾燥も同じ「ロータリーキルン」と呼称する事が多いようです。
乾燥キルン 耐火物無し 
焼成キルン 耐火物有り
川地鉄工では主に乾燥を目的とした「ロータリードライヤ」を製造・販売 しております。
この後の説明では一般的なロータリーキルンの呼称を使用させて頂きます。
3.ロータリーキルンの原理
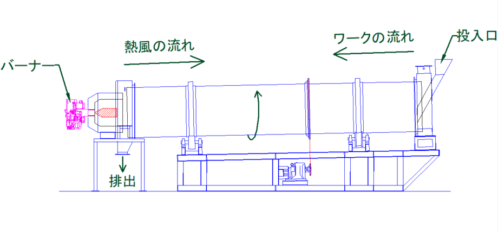
3.1 向(交)流式
ワーク投入の反対側に熱風投入があり、ワークが熱源に向かって流れていきます。
- メリット
- ・熱効率が高い
・構造が簡単でメンテナンス性が高い
・イニシャルコストが安い
- デメリット
- ・ワークの出口温度が高い
・有機物に不向き
・投入付近で付着が起きやすい
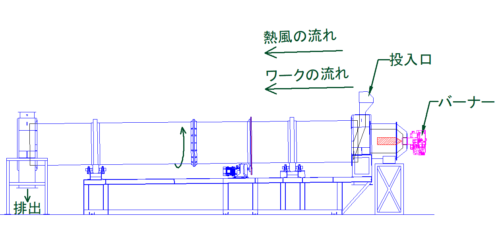
3.2 並流式
ワーク投入と熱風投入が同位置にあり、ワークと熱源に並列に流れていきます。
- メリット
- ・付着の軽減
・有機物などが炭化しにくい - デメリット
- ・向流式に比べて構造が複雑
・イニシャルコストが高い
3.3 間接加熱式
間接加熱炉やジャケット構造により熱源をレトルトの外側から間接的に加熱します。
もしくはレトルトの中に管を通し、そこに水蒸気等の熱源を通して間接的に加熱します。

- メリット
- ・低温乾燥が可能
・付着の軽減
・粉塵量の低下 - デメリット
- ・イニシャルコストが高い
・熱効率の低下
4.ロータリーキルンの構造
4.1 連続式とバッチ式
・連続式
常にワークを投入し続け、排出し続けます。ほぼ自働化ができます。
そのためキルン、投入コンベア、排出コンベアを稼働し続けます。
ワークを溜めて、投入分を供給し続けるホッパーなども必要です。
大量の処理量が見込める半面、設備が多岐に渡り大規模化します。

連続式キルン
・バッチ式
処理分のワークを投入し、処理が終了後排出します。
処理量は限定的ですが、設備を小型化することができます。
処理時間を容易に調整できます。
バッチ式キルン
4.2 熱源
・ガス(LPG、LNG、都市ガス)
LPG、LNGもしくは都市ガス(13A)。燃料としてコスト高ですが、不燃焼のガスは気体の為、ワークに付着しません。
比例制御の温度帯(絞り幅)も広く、温度コントロールが容易です。
・油(重油、灯油)
重油(A重油)、灯油が一般的です。燃料代が安く、バーナー自体もガスに比べて安価です。
しかし、不燃焼の油がワークに付着する場合があります。
油の付着を嫌う場合は熱風炉などで燃料を焼ききるなどの対策が必要です。
・電気
ニクロム線等で発熱。炎が出ない為、安全性が高く温度制御も容易です。
ただし熱源としてのコスパは悪くなります。
そのため、高付加価値ワークに向いています。
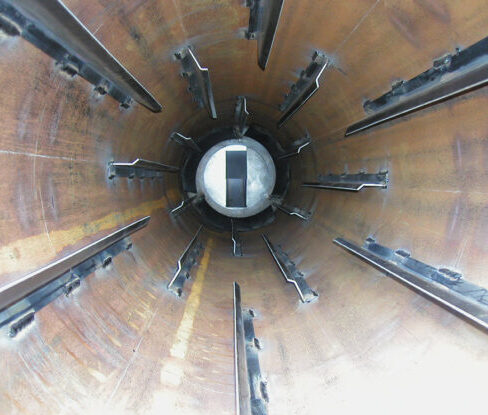
4.3 炉内構造
・リフター
炉に斜角をつけ、リフターでワークを撹拌しながら排出口へ送り込みます。
滞留時間のコントロールが螺旋羽根に比べると難しいです。
構造は簡単でメンテナンスも容易にでき、製造コストも低く抑えられます。
リフター構造
・螺旋羽根
炉内に螺旋状の送り羽根を設置し、回転により排出口へ送り込みます。
送り量、滞留時間などが正確に出せます。
ですが攪拌能力は低く、製造コストもかかります。

螺旋羽根構造
5.ロータリーキルン付帯設備
5.1 集塵機
集塵機とは粉塵を回収する設備です。
乾燥目的のキルンの場合は大量の粉塵が発生する為、集塵機がはぼ必須となります。
集塵機の種類としては乾式のバグフィルター、サイクロン、湿式のスクラバーなどがあります。

サイクロン式集塵機 
バグフィルター
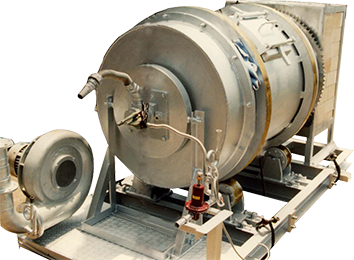
5.2 熱風発生炉
バーナーとキルンの間に熱風発生炉を組み込むことにより、キルンへ熱風を供給することができます。
また、熱風発生炉にファンを取り付けることで熱風発生炉内の熱風と空気を希釈させ、低温の熱風をキルンへ供給することもできます。
直火がNGなワーク、低温乾燥が必要なワーク、高温の熱風が必要な焼成などに熱風発生炉が必要になります。

熱風発生炉
5.3 スクリューフィーダ
付着性の高いワークはスクリューフィーダにてキルンへの投入を行います。
通常キルンへの投入は投入シュートを使用しますが、付着性が高いワークですとスムーズに投入されず、定量での供給が難しくなってしまいます。時には詰まりを起こしてしまい、機械破損の原因にもなってしまいます。
スクリューフィーダは螺旋状の羽が回転しながら投入するため、付着が起きにくい構造となっています。
スクリューフィーダのタイプとしては螺旋が1つの「シングルスクリュー」と螺旋が二つの「ダブルスクリュー」の2種類があります。
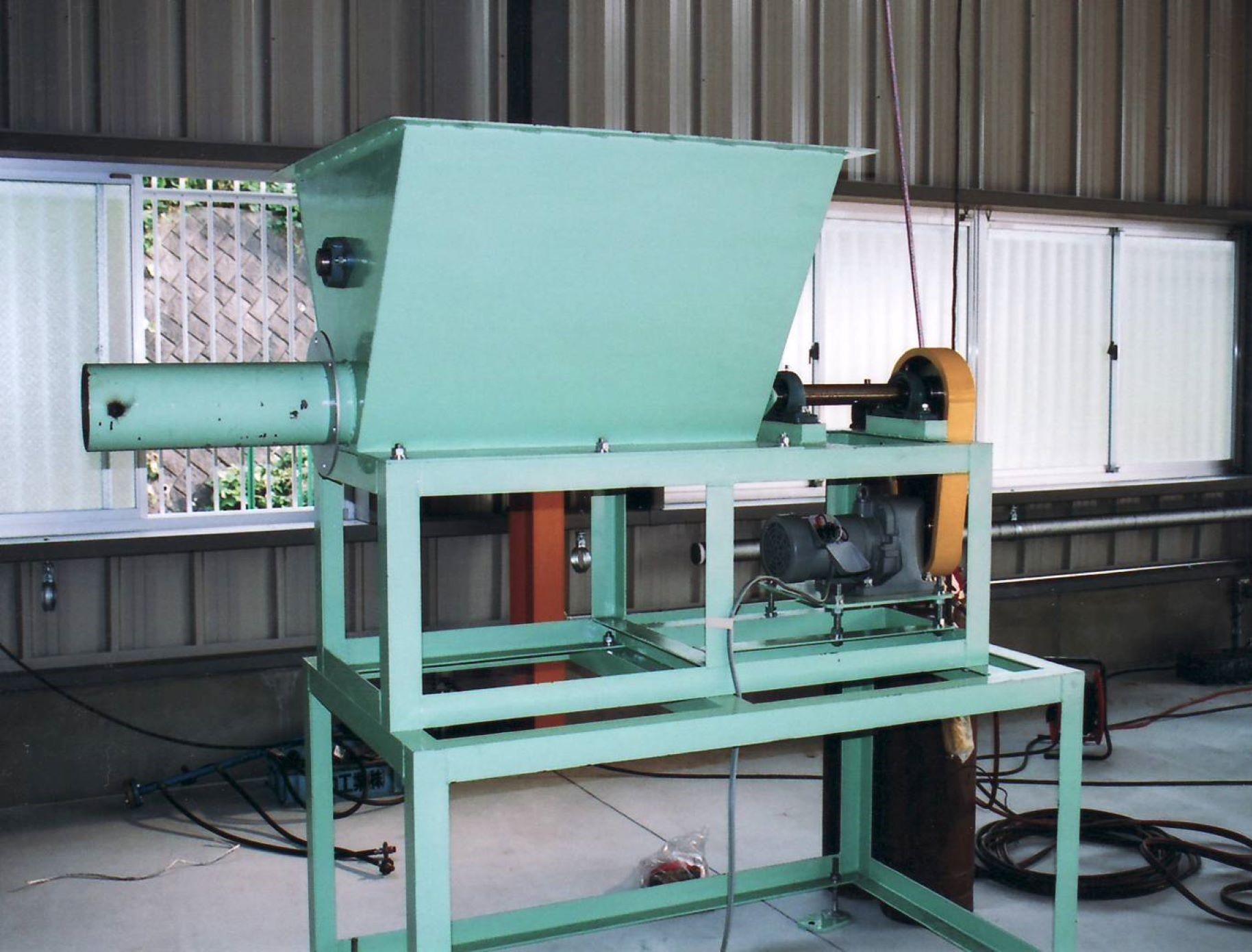
シングルスクリューフィーダ 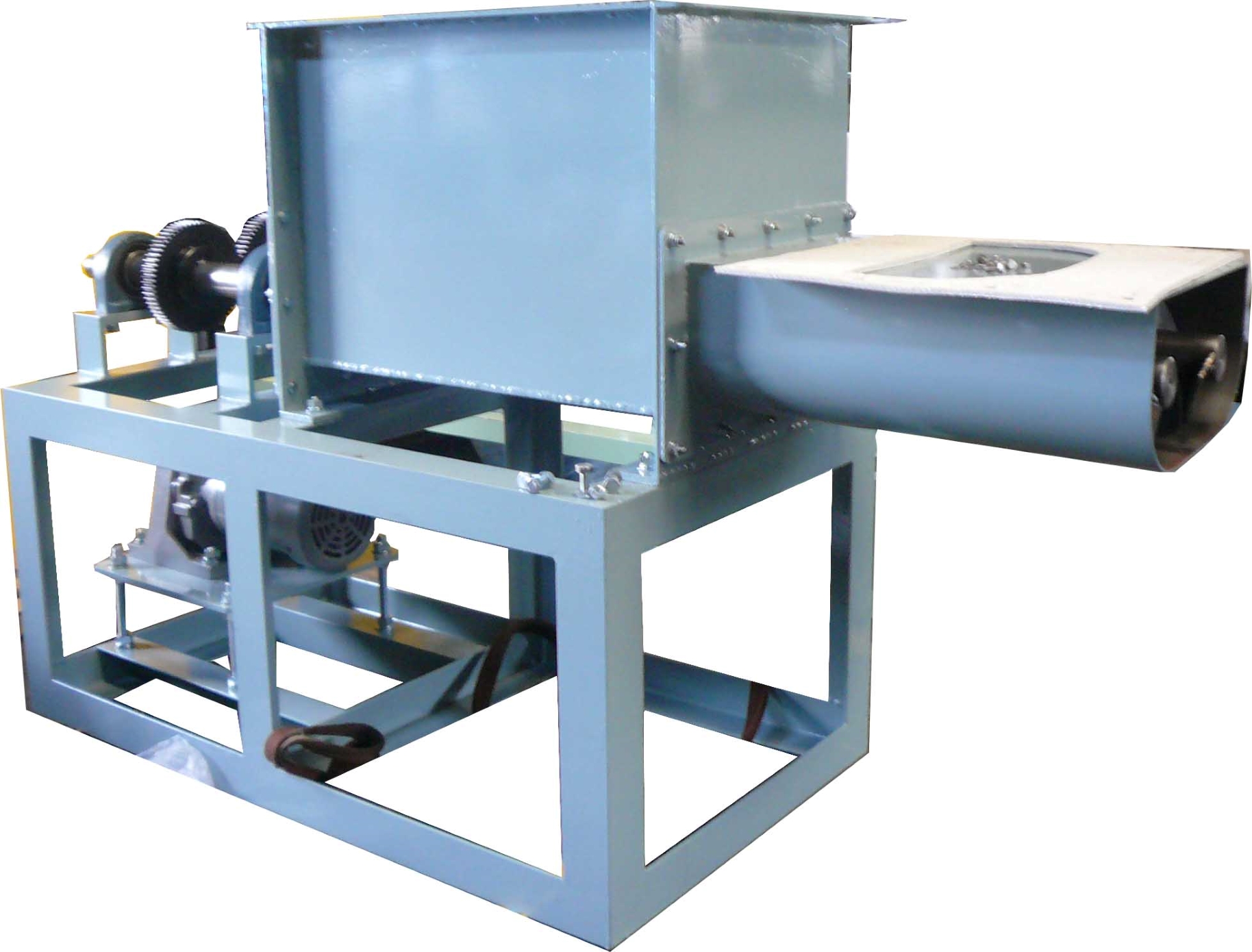
ダブルスクリューフィーダ
5.4 定量供給ホッパー
ホッパー部に一定量のワークを溜めることができ、そのワークを定量で供給することができます。
連続式のロータリーキルンを使用する場合は、定量的に送り出す定量供給ホッパーが必要になってきます。

定量供給ホッパー
5.5 投入コンベア・排出コンベア
連続式のロータリーキルンを使用する場合は、前工程からキルン投入するまでのワークの搬送にコンベアが必要になる場合があります。
また、処理後の次工程への搬送にもコンベアが必要になる場合があります。
コンベアの種類には「ベルトコンベア」、「スクリューコンベア」、「バケットコンベア」などがあります。

べルトコンベア